


钣金焊接师傅考焊工证的一些试题

焊接工作指导书考试题一、气焊1.焊接气体压力的选择和火焰的点着、调整、停息。1.1气焊时(尤其是气割时)气体的压力,首要是氧气压力,还有乙炔气压力,可根据焊炬的类型,焊接(切开)件
,进行选择,氧气压力一般在
~Mpa,乙炔气工作压力在
~Mpa。氧气和溶解的乙炔压力,均需通过调度减压器获得所需压力。1.2焊接火焰点着时,先打开少数
阀门,
再打开少数阀门,使两种气体在焊炬中混合,从焊咀中喷出,接触明火即可点着,或出现回火表象。如果点着火焰后冒黑烟,说明氧气阀门打开过
,以上两种情况均应调整氧气阀门打开程度以保证火焰正常燃烧。1.3火焰点着后恰当开大燃气阀门,再开大氧气阀门将火焰
和火焰
调到焊接需要情况可初步工作。1.4
停息焊接火焰时应先关小阀门,
再关闭阀门,
结束关闭阀门,火焰停息后可再打开
阀门吹一下,检查焊接
。2.火焰加热方位、角度和焊丝的选择2.1
加热工作时应使火焰焰心尖端前
~mm处接触起焊点,工件厚度相一同,火焰指向工件接缝处,厚度不等时应倾向
一侧,以保证构成熔池的方位在焊接接缝上。
2.2气焊线直径的选择首要根据焊件厚度来选择,一般为:焊接厚度
mm
1~22~3
3~5
焊丝直径mm
2.3调度焊接火焰:一般氧乙炔焰分为三种:中性焰为
~℃,碳化焰最高不逾越
℃,氧化焰可高达℃,根据焊接所需的温度,调度焊接火焰。
3起焊和焊接速度
3.
1起焊一定要在熔池完全构成后再初步,如果工件熔池大小,熔池周围温度较低,火焰在熔池周围晃动,使工件起焊点的温度升高。当起焊点出现大小和形状都适合的熔池时即可增加焊丝,向前移动焊炬,初步正常焊接。3.2焊接速度根据焊件的厚度、溶深和熔宽而定,坚持熔池宽度和深度相同均匀向前移动,必要时焊咀可以横向摇晃和上下跳动,观察到熔池中有气泡往外冒时,
火焰要稍加停留,让气泡溢出,以防发生。4.
焊接过程中增加焊丝的方法4.1焊接过程中焊工应挨近注视熔池的改动,在增加焊丝时结束送入焊接火焰的内焰
中,当焊丝构成溶滴滴入熔池后应将焊炬均匀向前移动,
使熔池沿工件接缝处均匀向前移动,坚持熔池形状和大小的一同,得到合格的焊缝。不论焊丝做何种摇晃,运用焰融化焊丝,阻止焰融化焊丝以防。4.2焊接薄钢板为防止烧穿,除加快焊接速度等方法外,可用。如果运用溶剂焊接或发现熔池中有氧化物熔渣时运用,使最氧化物及熔渣顺利。5焊咀和焊丝的摇晃焊咀和焊丝有三种运动方法:5.1沿焊缝方向向前运动:用来使熔池沿接缝向运动,这是焊咀和焊丝在焊接中最首要的运动方法。5.2垂直于焊缝上下跳动:焊咀的这种运动是为了调整熔池,焊丝的上下跳动是为了调整溶滴滴入熔池的以保证的均匀。
5.3沿焊缝宽度方向做横向运动:这种横向运动或圆圈状运动首要用焊接火焰增加熔池的
,以利于坡口边沿熔合。焊丝的这种运动是为了。在焊接过程中,每个焊工都应娴熟掌握这些操作方法。6.接头与收尾6.1接头焊接半途间断,在间断处从头初步焊接时,把与原焊缝堆叠处称为接头。
接头一定要在原焊缝上构成合格熔池再初步焊接,重要焊接工件接头有必要堆叠~
mm。6.2收尾焊缝结束,因工件散热条件边后变坏温度升高,易构成熔池面积加大,烧穿等缺陷。一般选用减小
。前进
,多加等方法使熔池降温。为防止收尾处出现气孔,选用
保护熔池,使熔池凝聚速度
,以利于熔池中气体溢出防止收尾处气体的发生。气焊焊缝收尾处的操作方法是:倾角
、焊速
、加丝
、
脱离。二、电焊1.焊前收拾焊前有必要对首要焊工件的接头附近进行焊前收拾,除金属表面的油脂、油漆、湿气铁锈等杂质。2.焊接接头型式及坡口准备和加工在手工电弧焊接中,由于规划形状,工件厚度及对质量需要的不相同,其接头及坡口型式也有不相同,一般接头型式有
接、
接、接及
接头。3.焊条直径:首要取决于焊件的
,厚度越大所选的焊条直径越
,另外,焊接
的不相同,焊条直径也应有所不相同。4.焊接电流:一般2.0mm直径的焊条,电流为
~A2.5mm直径的焊条,电流为
~A3.2mm
直径的焊条,电流为
~A5.各种方位的手弧焊操作。各种方位焊接操作的一同关键是应当通过坚持正确的焊条和掌握好运条的三个动
作,焊接操作中要仔细观看并控制熔池的与
,并根据其改动情况,不断调整焊条角度和动作,保证操作质量。6.薄板焊接a)
装置空地应越越好,最大不要逾越
mm。b)两块板装置时,对口处的上下错口不应逾越板厚的
。c)应选用较小直径的电焊条(
~mm)。d)焊接电流可比焊条说明书规矩的用得
一些,焊速应稍高。e)焊接时应选用短弧,快速直线焊接。f)对可移动的工件最好将一头垫起,使工件倾斜
~度进行。g)对不能移动的工件可进行
焊接法。h)有条件时可选用专用的立向下焊条进行薄板焊接。7.焊接变形a)装置质量欠好,工件放置不当以及焊接须序和焊接方向不合理,都可以致使
。
焊接薄板时,可选用法来获得反变形值,还选用焊前在挨近焊缝的区域进行锻打,使金属区域发生
。b)在一定条件下,也可以运用
致使的变形去一校正焊接规划现已发生的变形,这儿的条件是充分发挥人的主观能动性,总结经验,掌握变形的规矩
推荐阅读:

相关文章

焊工安全生产注意事项
1、焊工车间要经常保持通风干燥,电焊机合闸前必须检查高压电有无漏电及搭铁,接线柱有无松动,之后方可合闸工作。 2、施行电焊时必须佩戴: (1)、面罩;(2)、手套;(3)护脚,以防弧光刺伤眼睛...

激光加工技术在钣金行业的重要性
钣金行业是激光加工重要的应用市场之一,我国巨大潜在市场也为激光加工机床在钣金行业的规模化应用提供了广阔空间。随着竞争的加剧,钣金产业链各阶段的利润空间均在压缩,降价空间日趋减少。我国钣金市场的竞争...

通过引进激光自动焊管技术控制成本,打开通向新市场的大门!
Esta Rohr GmbH是一家小型家族式管材生产商,它避开主流市场,专注于特种应用。它在德国的两个工厂雇用了大约100名员工:Siegen和Erndtebrück。作为一个利基市场参与者,该公司专...
钣金加工行业中的钣金术语汇总
钣金加工行业中的钣金术语按根本工艺序次: 1、剪料:指质料颠末剪板机得到矩形工件的工艺进程。本公司是用数控剪床举行净尺寸加工下料,此为要求不高的工件加工,钣金工艺工...

钣金机箱简述原理试用性
钣金机箱就是一种用来保护机械的外壳,有效的延长机械设备的寿命和操作人员的安全。主要运用于工业和电子设备产品中。 钣金机箱是针对金属薄板(一般在6mm以下)使用综合冷加工工艺,冷却形成后所需要的机...
钣金加工型钢下料时需要注意这四点
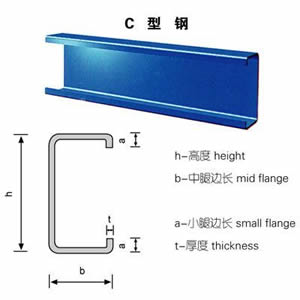
(1)关于板厚的处理:一般情况下,板厚会影响切角尺寸和展开材料的长度。 角钢或槽钢向内弯曲时,展开长度以内皮为基准; 角钢或槽钢外弯时,其展开长度以外皮为准; 前者以倒角内皮为准,后者以外皮为准。 如...
钣金加工相关工艺-压铸工艺知识的详细介绍-中山铭偌金属
压铸是一种制造工艺,可以通过使用称为模具的可重复使用的模具生产几何形状复杂的金属零件。压铸工艺涉及使用熔炉,金属,压铸机和模具。金属,通常是诸如铝或锌的非铁合金,在炉中熔化,然后注入压铸机中的模具...

金属加工成型的基础知识
金属成型的基础有四种基本的生产方法用于生产所需的产品形状。这些是铸造,机械加工,连接(焊接,机械快速,环氧树脂等)和变形过程。当铸造成型并在模具中凝固时,铸造工艺利用液态金属的流动性。加工过程提供了具...
 精选二四六免费资料
精选二四六免费资料