


金属加工中的锻造工艺常见流程
锻造是这样一种过程,其中通过施加手动或用动力锤,压力机或特殊锻造机施加的局部压缩力来成形材料。该过程可以在热态或冷态的材料上进行。当锻造冷却时,过程被赋予特殊名称。因此,术语锻造通常意味着在高于材料的再结晶温度的温度下进行热锻。
锻造是生产许多有用形状的有效方法。该过程通常用于生产分立部件。典型的锻造零件包括铆钉,螺栓,起重机吊钩,连杆,齿轮,涡轮轴,手动工具,铁路以及用于制造机械的各种结构部件。锻造件具有良好的强度和韧性; 它们可以可靠地用于高应力和关键应用。
已经开发出各种锻造工艺,可用于生产单件或块 - 生产数百个相同的零件。一些常见的锻造工艺是:
1.
开模锤锻
2.
3.
印象 - 模锻锻造
4.
5.
按锻造
6.
7.
镦粗锻造
8.
9.
锻
10.
11.
旋锻
12.
13.
锻造
14.
开放式 - 模具悍马锻造。
这是最简单的锻造工艺,非常灵活,但不适合大规模生产。这是一个缓慢的过程。锻造的最终尺寸和形状取决于操作者的技能。


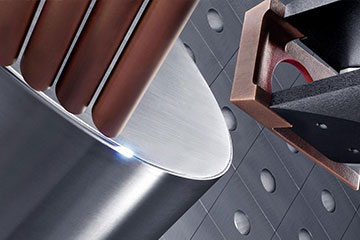
图2.1
开模锻造不限制金属流动,如图2.1所示。操作者通过在打击之间操纵工作材料来获得所需的锻造形状。可以在工件和锤子或砧座之间使用一些特殊形状的工具或简单形状的模具,以帮助成形所需的部分(圆形,凹形或凸形),制作孔或执行切断操作。这个过程最常用于制作零件的近似最终形状,以便在作业上完成的一些进一步操作产生最终形状。
锻造力。在开模锻造操作中,可以根据该关系确定要施加在实心圆柱形部件上的锻造力F.

其中sf是材料的流动应力,μ是摩擦系数,d和h分别是工件的直径和高度。
例。使用开模锻造操作,在室温下将具有100mm直径×72mm高度的304不锈钢的实心圆柱形件的高度减小至60mm。假设摩擦系数为0.22,并且该材料在所需真实应变下的流动应力为1000MPa,则计算行程结束时的锻造力。
解决方案。初始直径= 100毫米
初始高度= 72毫米
最终高度= 60毫米
如果最终直径为d,则(100)2×72 = d 2×60
即d = 110毫米

印模 - 模锻(闭模锻造)
该过程使用成形模具来控制金属流动。加热的金属定位在下腔中,并且在其上一个或多个吹气被上模冲击。这种锤击使金属流动并完全填充模腔。多余的金属被挤出腔体周围以形成闪光。完成锻造后,在修剪模具的帮助下修剪闪光灯。
大多数印象 - 模组包含几个腔。当工件材料在模具组中的连续空腔中变形时,工作材料分阶段地给出最终所需形状。空腔的形状使金属沿所需方向流动,从而赋予部件所需的纤维结构。
自动锻造:
这是印模的改良形式 - 模锻,主要用于有色金属。
在这个铸造预制件中,在热模具中从模具中取出,在模具中锻造完成。在模锻期间形成的闪光稍后以通常的方式修整。由于工艺的四个步骤 - 铸造,从模具转移到锻模,锻造和修整在大多数应用中完全机械化,因此该工艺已经获得了自动锻造的名称。
铸币:
这是一种封闭式模锻工艺,主要用于铸造硬币和制作珠宝。为了在工作材料上产生精细的细节,所需的压力是材料强度的五到六倍。在这个过程中不使用润滑剂,因为它们可能被夹在模腔中,并且不可压缩,防止完全复制模具的细节。
净形锻造(进动锻造)
锻造业的现代趋势是经济和更高的精度。金属在空腔中变形,因此不会形成闪光,并且最终尺寸非常接近所需的部件尺寸。材料的浪费最小,几乎可以消除后续加工操作的需要。
该工艺使用的特殊模具比印模模具的精度更高,所用设备的容量也更高。锻造所需的力很大。铝和镁合金更合适,尽管钢也可以精密锻造。典型的精密锻造部件是齿轮,涡轮叶片,燃油喷嘴和轴承套。
由于工具和机器的成本非常高,精密锻造优于传统锻造,只有在生产量非常大的情况下。
锻造力要求:
通过压印 - 模锻操作锻造材料所需的锻造力F可以通过该关系来确定
F = k。sf。一个
其中k是常数(其值可以从表2.1中获得)sf是锻造温度下材料的流动应力,A是包括闪光的锻件的投影面积。
在大多数有色金属和合金的热锻中,锻造压力通常在500MPa至1000MPa的范围内。
表2.1 k的值范围 |
零件形状简单,无闪光3至5 零件形状简单,闪光灯产生5到6个 零件形状错综复杂,闪光灯产生8到12个 |
按锻造
压锻,主要用于锻造大部分金属,使用液压机获得缓慢和挤压作用,而不是像落锤锻造那样的一系列打击。液压机的连续作用有助于在整个工件深度上获得均匀的变形。因此,在压力锻造中获得的印痕更清洁。
压弯锻件通常需要比落锤锻件更小的截面并且具有更大的尺寸精度。通常在压制锻造期间加热模具以减少热量损失,促进更均匀的金属流动并产生更精细的细节。
液压机的容量范围为5 MN至500 MN,但10 MN至100MN容量的压力机更为常见。
镦粗锻造
镦锻涉及增加材料的横截面,但代价是相应的长度。镦粗锻造最初是为了以连续的方式制造螺栓头而开发的,但目前它是所有锻造工艺中使用最广泛的。零件可能会镦粗 - 在冷热条件下由直径达200 mm的棒材或棒材锻造而成。镦锻部件的例子是紧固件,阀门,钉子和联轴器。
该工艺使用在模具中具有一个或多个腔的拼合模具。在分开的模具分离时,加热棒从一个腔移动到下一个腔。然后将分开的模具压在一起以夹紧并且前进工具(或柱塞)轴向抵靠杆前进,使其镦粗以完全填充模腔。在完成镦锻过程后,标题工具返回并且可移动的分开的模具释放库存。
镦粗机,称为镦锻机,通常是水平作用的。
在设计镦锻锻件时,必须遵循以下三条规则。
1.
在一次冲击工具中可以镦粗的无支撑杆的长度不应超过杆直径的3倍。否则会发生反击。
2.
3.
如果镦粗长度大于直径的3倍,则腔直径不得超过直径的1.5倍。
4.
5.
如果镦粗长度大于直径的3倍,当镦粗直径小于棒材直径的1.5倍时,超出模具表面的未支撑坯料长度不得超过坯料直径。
6.
轧辊锻造
该过程用于减小圆形或扁平条的厚度,同时相应地增加长度。通过该方法生产的产品的实例包括片簧,轴和杠杆。
该过程在轧机上进行,该轧机具有两个半圆柱形辊,其略微偏心于旋转轴。每个辊子上都有一系列成形槽。当辊子处于打开位置时,加热的棒料放置在辊子之间。随着辊子旋转半圈,杆逐渐被挤压和成形。然后将棒装入下一组较小的凹槽之间,并重复该过程直至达到所需的形状和尺寸。
推荐阅读:

相关文章

钣金结构机柜加工让客户放心的原因有很多
只有钣金才是现代流行的。 随着钣金加工应用的日益增多,钣金零件的设计已成为产品开发过程中非常重要的一部分。 机械工程师必须精通钣金零件的设计技巧,使设计出的钣金不仅满足产品功能和外观的要求,而且使冲压...

钣金加工中网络机柜的安装注意事项
价格总是要重点考虑的,但是不能因为它而牺牲重要特性。需选择性价比最好的机柜。服务器及外设更换很快,但好的机柜要用很长时间。比较机柜的优劣,关键是比较几个公认的性能指标。 性能指标里要注意“附加...

激光焊接技术随着钣金加工行业需求而高速发展
夹具是一个经常被认为是激光焊接缺陷的领域。根据您正在使用的零件类型,夹具可能需要大量费用。然而,许多制造商可以通过使用金属板自行构建来节省固定装置的费用。这只是这种灯具的一个例子。图片由Amada...
现代激光焊接的工作原理
激光焊接使现代社会蓬勃发展。激光焊接机与现代先进制造相关,可以自动化,以提高您的投资回报和整体生产力。教育自己如何使用激光进行焊接工作对您的业务有益。以下是现代激光焊接的简要指南,以及这些机器如何彻底...
钣金加工中数控折弯加工零件范围及加工精度参数的详细解答
折弯过程中,上、下模之间的作用力施加于材料上,使材料产生塑性变形。工作吨位就是指折弯时的折弯压力。确定工作吨位的影响因素有:折弯半径、折弯方式、模具比、弯头长度、折弯材料的厚度和强度等,见图1所示。通...

珠海中山铭偌金属教您在制作钣金件的时候选择各种材料
冷轧钢板、钢型材、铸铝型,他们的钣金加工方法都大不相同,下面跟我们剖析一下他们的加工特性如今的机柜原材料用的最多的即是冷轧钢板了。冷轧钢板在常温下是不发生氧化反响的,所以外表质量好,尺度的精度也高,再...

标准的钣金加工工序整理集锦
1、剪料:指材料经过剪板机得到矩形工件的工艺过程。 2、下料:指工件经过LASER切割或数控冲床冲裁的工艺过程。 3、落料:指在普通冲床或其他设备上使用模具加工得到产品形状的工艺过程。 4、...

【钣金加工技术提升篇】SolidWorks钣金的折弯或展开基础学习要点
一 、钣金加工的计算方法概论 钣金零件的工程师和钣金材料的销售商为保证最终折弯成型后零件所期望的尺寸,会利用各种不同的算法来计算展开状态下备料的实际长度。其中最常用的方法就是简单的“掐指规则”,...
 精选二四六免费资料
精选二四六免费资料